

19 Jun How to ream a label?
If you recall, in our earlier post “How to print a label?” we described how we print labels in Rieusset. We are now going to go one step further to show you the next process in label making.
Our final objective is to have a single label, the typical one that we might find on any beer, water or soft drink bottle.

But in order to have a label in our hands, first we have to carry out an intermediate process, that of reaming. What is this about? In this post we’re going to discover what this is. Let’s go!
In the reaming process, the roll is cut into strips that are as wide as one label, making blocks of 1,250 units. An apparently simple process compared with the printing process, but one that has its peculiarities. Of course, always maintaining the highest level of quality.
The machines that are used for this process are called reamers and in Rieusset we work with 3 of them. As opposed to the printing machines, these are much smaller, measuring about 6 meters in length.
The reamers are basically made up of 4 parts that we are going to explain in detail:
1. Embosser:
The printed roll is placed in the unwinder of the machine.
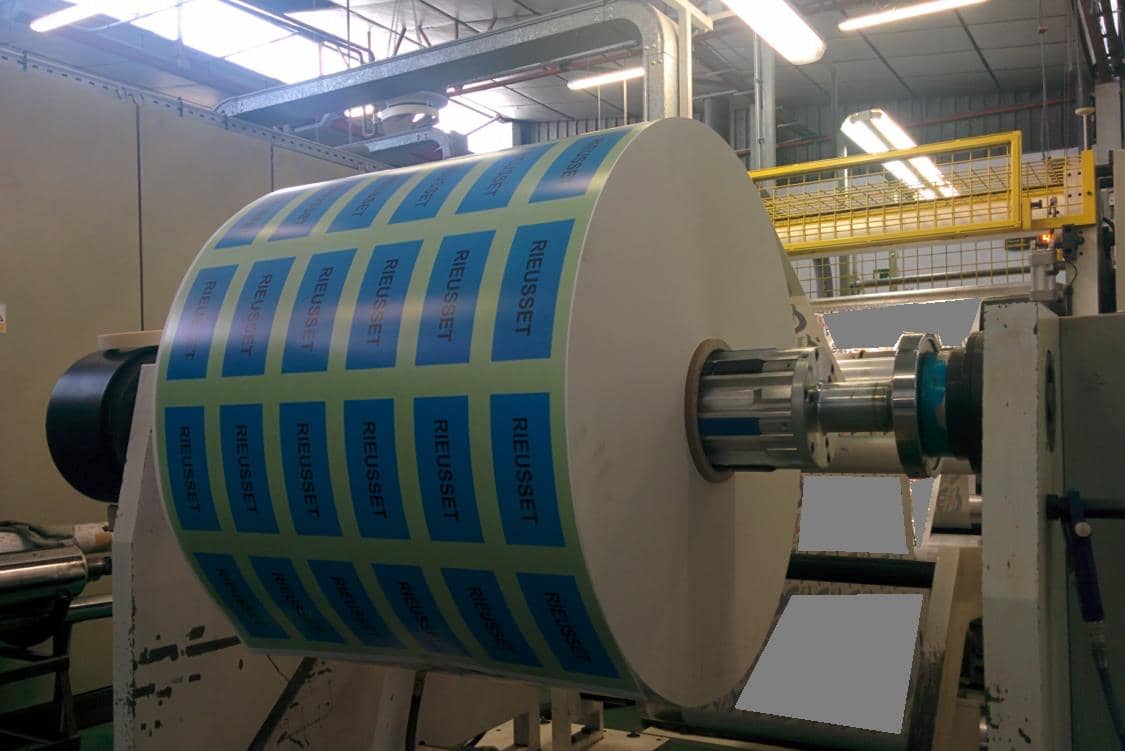
The end of the paper roll is taken and fed through a set of rollers until it reaches the embosser. The purpose of the embosser is to make micro-perforations (small holes) on the entire surface of the paper. This process is called embossing.
To what end? The majority of the bottles from which we drink in bars go back to the same bottling plants, where they are reused to be filled again.
Obviously they must be completely cleaned before being filled with the new liquid; for this they are cleaned inside and out, and the old labels are removed.
In order to remove the labels, the bottles are put into vats containing caustic soda, and thanks to these micro-perforations the caustic soda can penetrate into the paper, which then makes the labels come off the bottles.
How is embossing done? Basically, the paper passes between a metal roller with special engraving and another one made of cardboard, where the first one applies a lot of pressure on the second one, making these micro-perforations over the entire width of the material.

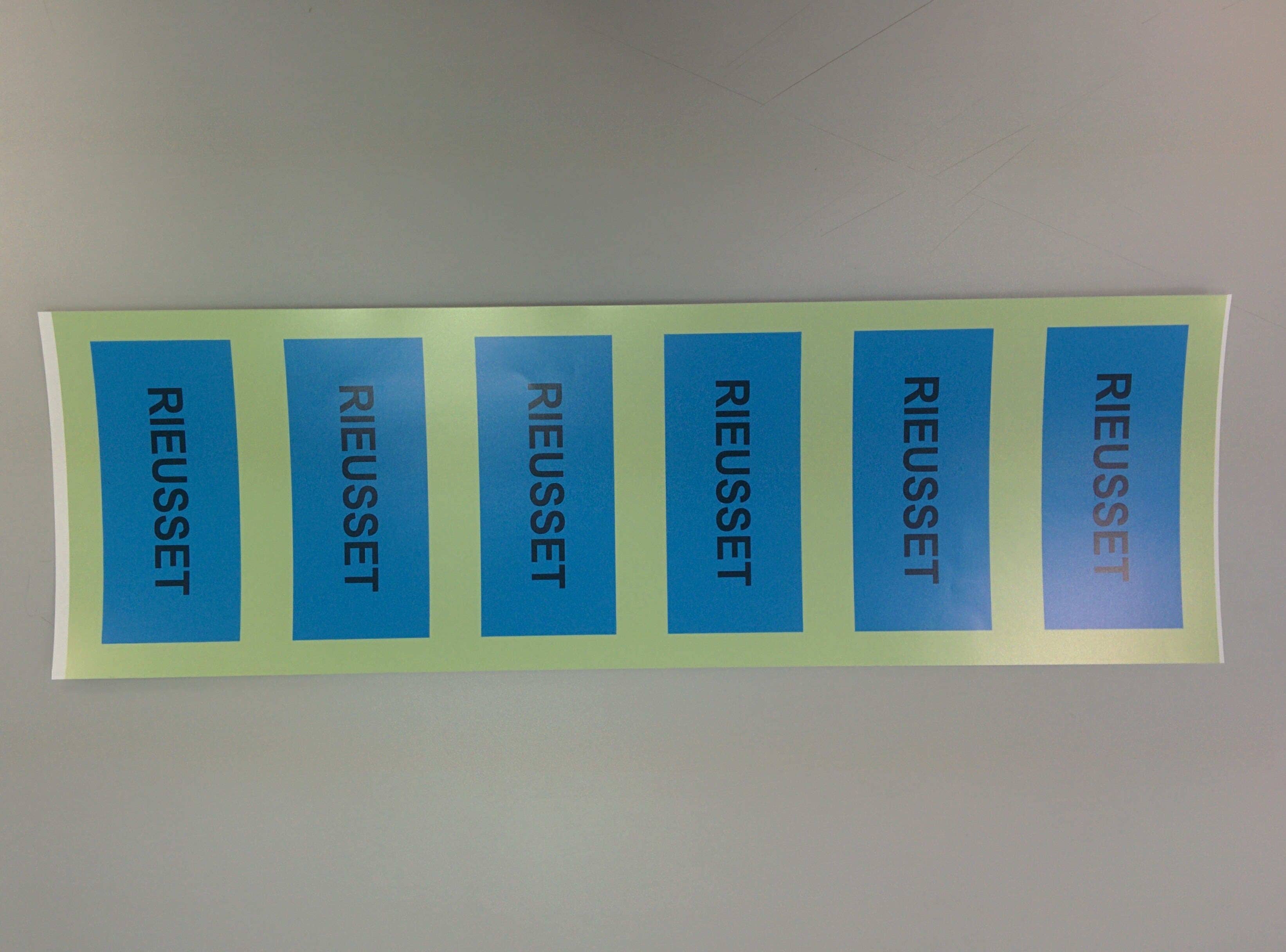
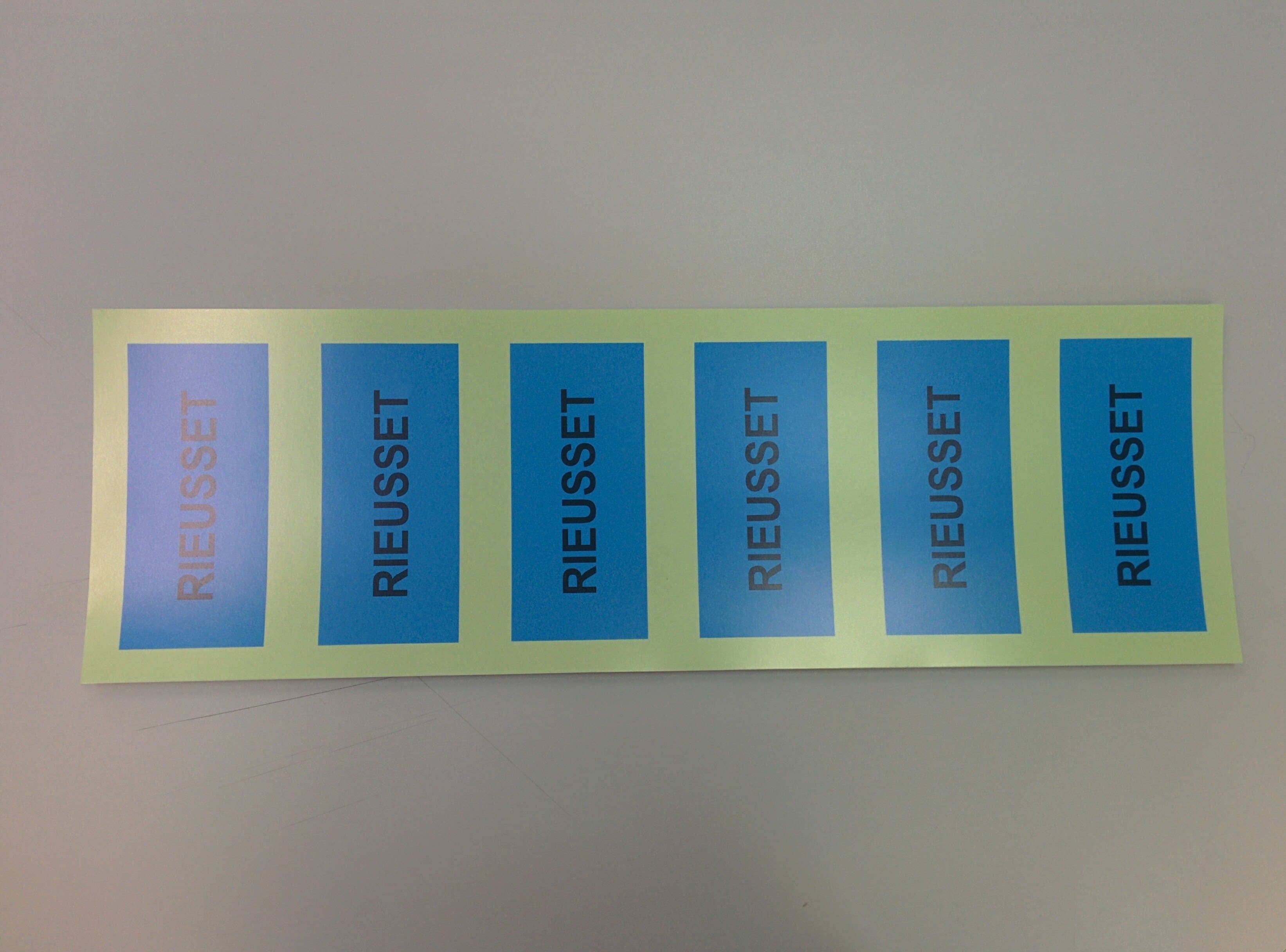
How can you tell the difference between an embossed label and one that is not? It can be detected visually. Notice that on the embossed material you can see raised lines in relief.

Which picture is of an embossed label?

That’s easy, it’s the second one!
2. Longitudinal cutting:
After having been embossed, the paper continues to move through the rollers and arrives at the longitudinal cutting area, i.e., where the excess material is eliminated from the ends with two circular blades. The surplus scrap (which is the white material that can be seen in the picture) is vacuumed up by special nozzles and sent to cages.

In this case, the paper is 600 mm wide and we have 6 labels that are 96 mm in height. If we multiply the 96 mm by 6 labels this gives us 576 mm, so there is 24 mm of surplus. This step is very important so that the strips all have the same length.
Paper is eliminated from the ends
3. Transversal cutting:
Following the longitudinal cutting, a transversal cut is made to the paper by scissor-like blades, making strips. These scissors have to go very fast since these machines can make 100,000 cuts in one hour! That’s about 27 cuts per second!
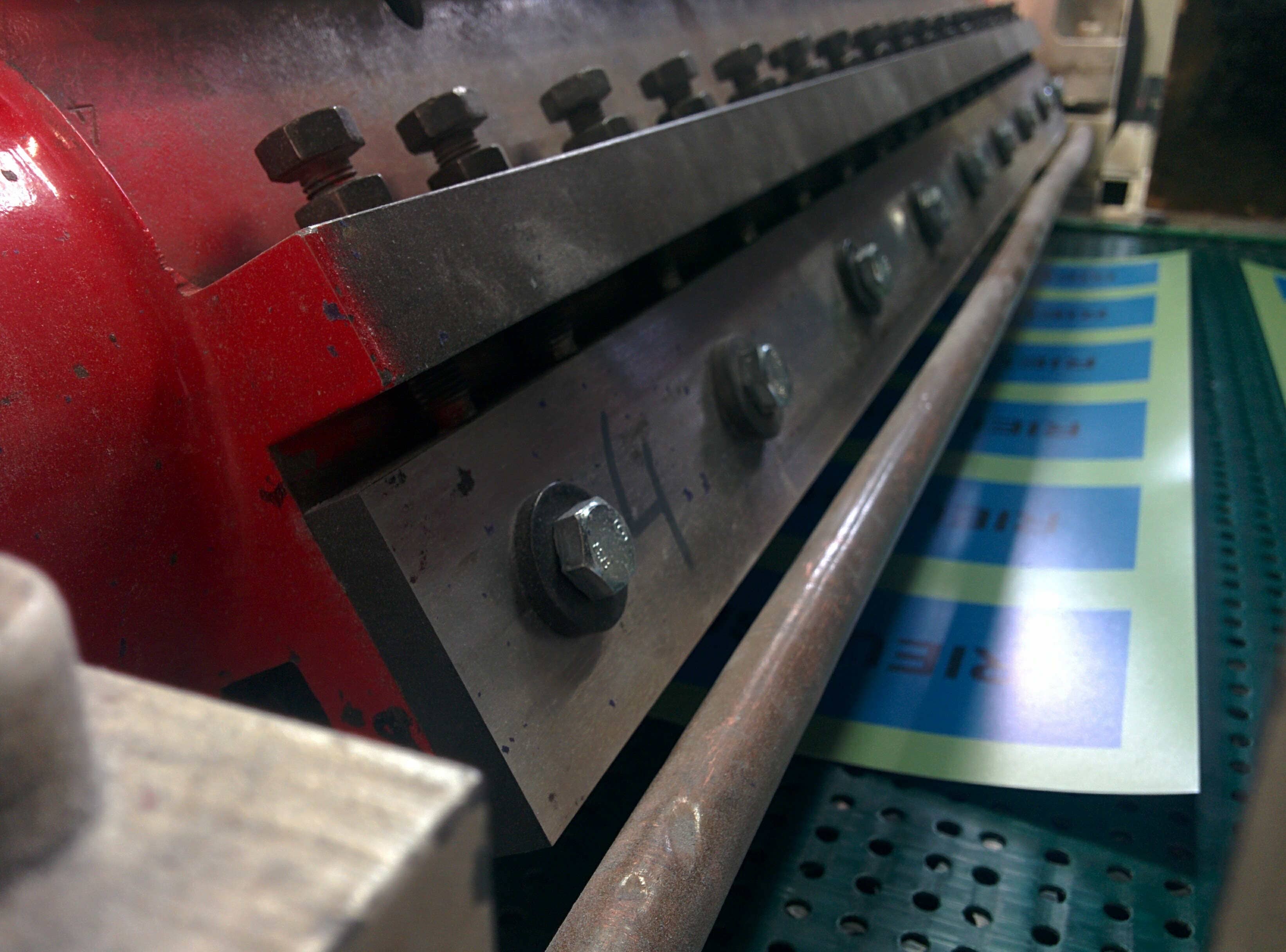
The cutting system is made up of 4 blades anchored to a rotor* that turns, and a fixed blade on the machine. The cut is made when one of the rotor’s blades gets close to, almost touching, the fixed blade. In the following picture we can see the red rotor, with one of its 4 blades identified with the number 4, and the paper as it exits, cut into strips.
*The rotor is the moving part that turns thanks to a belt connected to an electric motor which gives it the necessary turning power.
4. Stacking:
Once the strips of labels start coming out of the machine, they are transported by a conveyor to the exit, where they are stacked into blocks of 1,250 strips. The conveyor is perforated and under it there is a vacuum that keeps the cut strips snugly adhered to the belt. Otherwise, with the speed of the cutting machine, the strips would go flying through the air.

The blocks of 1,250 strips accumulate on pallets and 10 layers of 10 blocks each are stacked. Or in other words, we have 750,000 Rieusset labels on one pallet! Depending on the number of labels ordered by the customer there will be more or fewer pallets.
And that’s all, we’re done with the reaming process. What do you think? Please don’t hesitate to comment any doubts that may have arisen; we will answer your questions!
In the next post we will tell you about the last process in the making of labels. We are almost ready to send them off!
| We Manufacture: | Meet Rieusset: |